Water Solution – One Call Ahead
- +91 9711880791
- +91 8700352166
Enquire? Send Your Mail
TECHNOLOGIES WE OFFER FOR WASTE WATER

We provide different technologies for Waste Water Treatment Plant (Sewage treatment plant & Effluent Treatment Plant) :
-
Extended
Aeration -
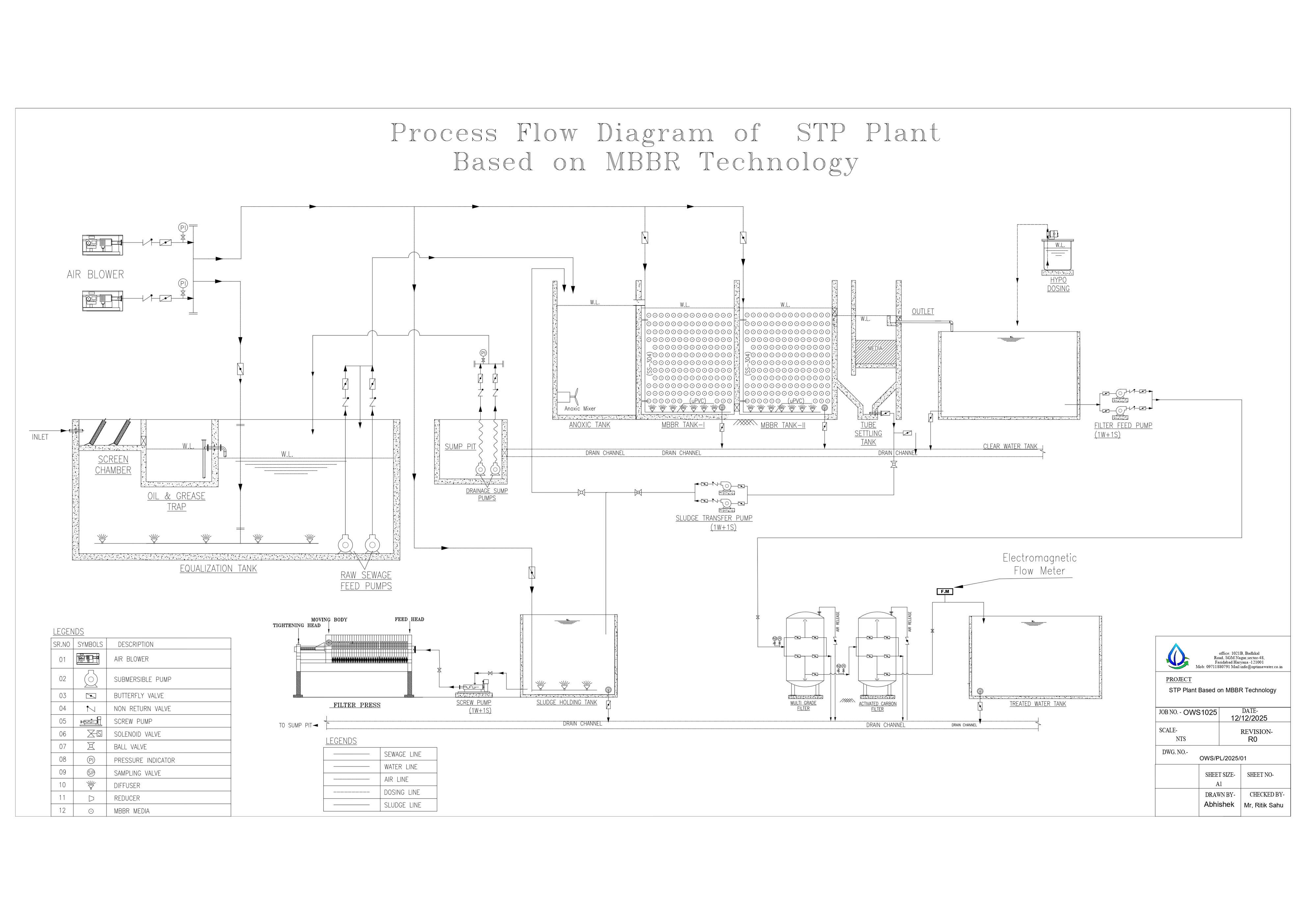
Moving Bed Bio reactor (MBBR)
-
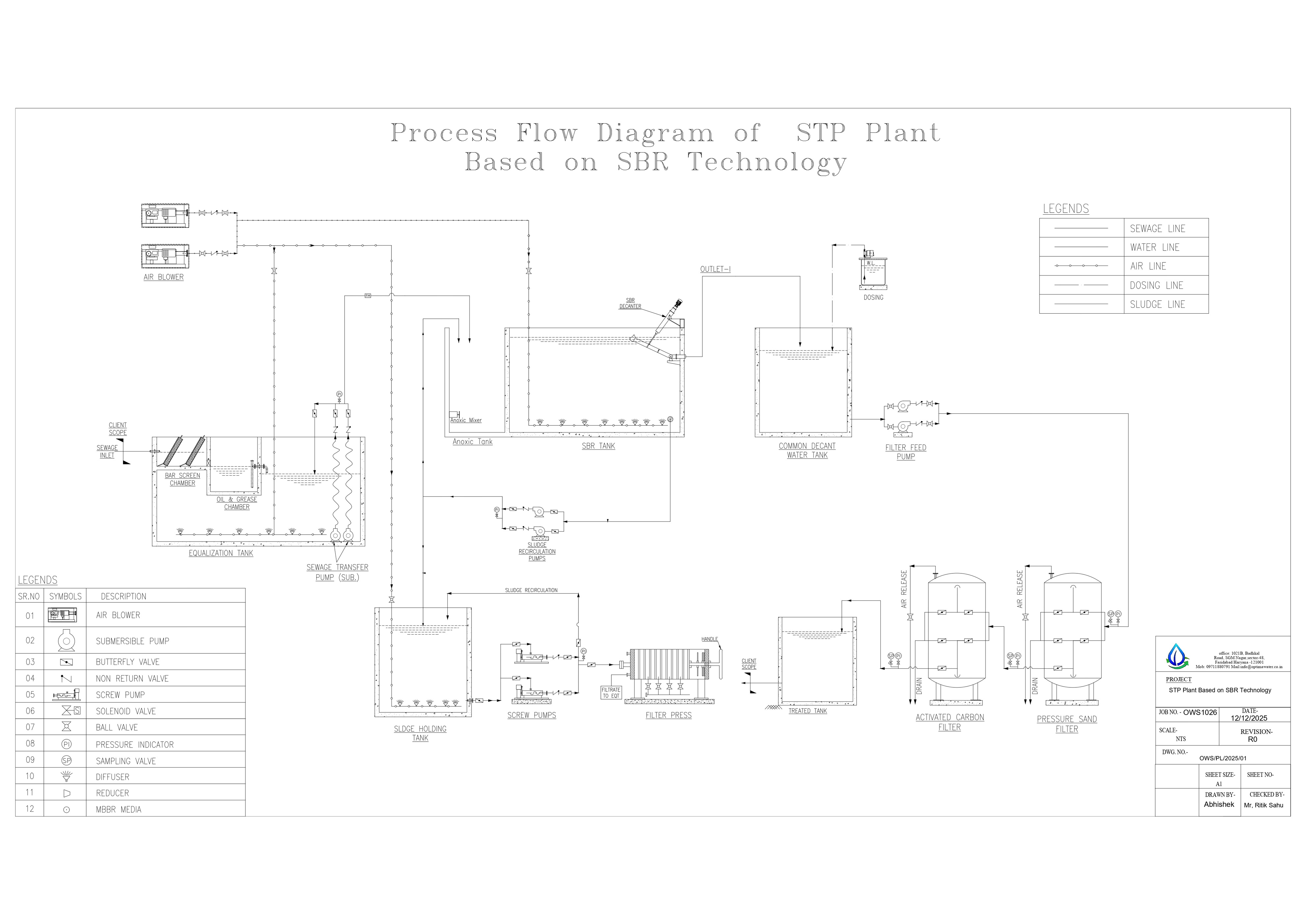
Sequencing Batch Reactor (SBR)
-
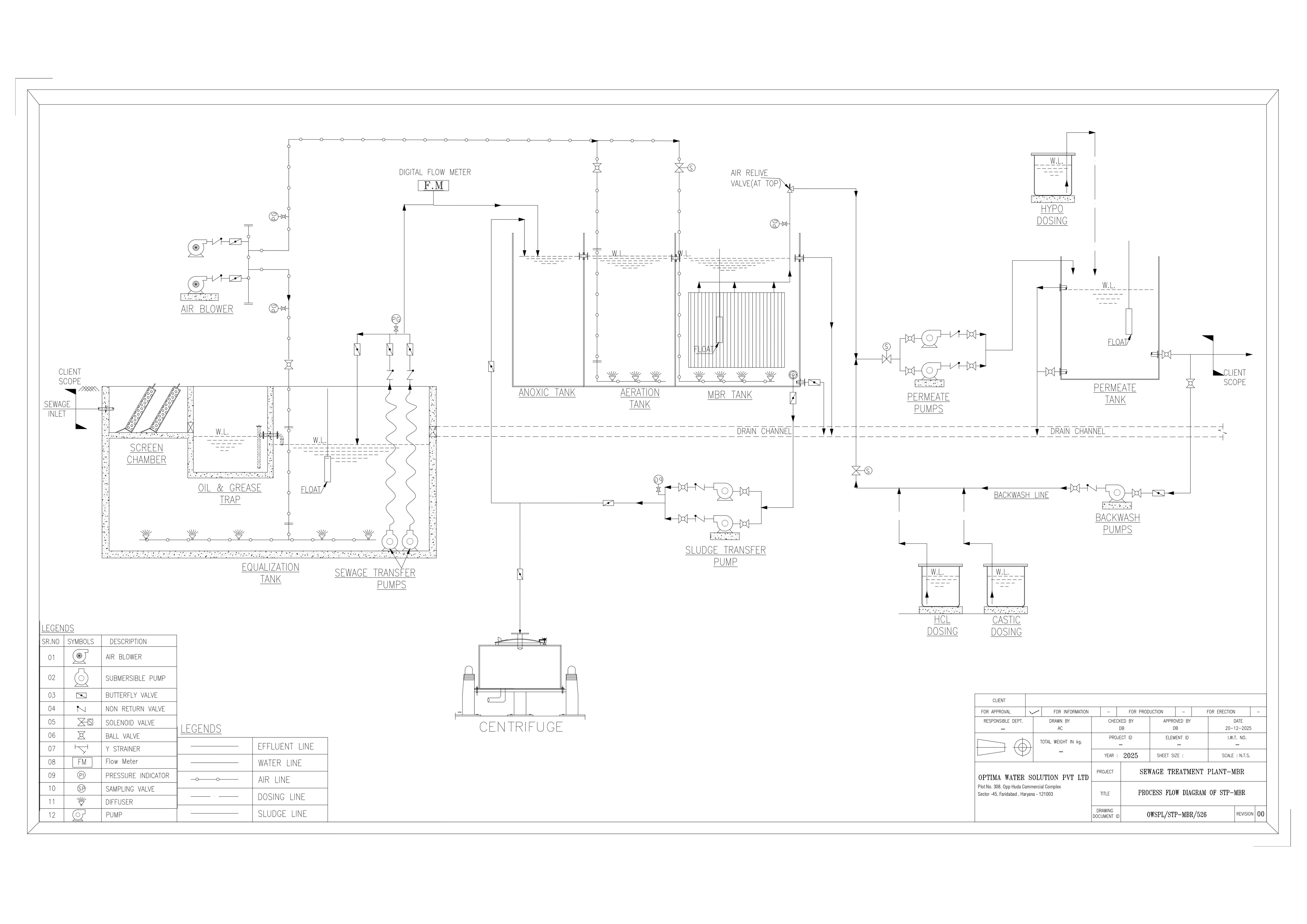
Membrane Bio Reactor (MBR)
TECHNOLOGIES WE OFFER FOR WATER
We provide different technologies for Waste Treatment Plant:
-
Media Filtration (MGF, ACF,DMF)
-
Reverse Osmosis (RO)
-
Micron Filtration (MF)
-
Ultra filtration (UF)
-
Nano filtration (NF)
-
Ion Exchange
-
Ultra Violet (UV)
-
Ozonation
-
Chlorination